昨今、自動車分野などに於いては、燃費向上の要求に対して摺動部品へのフリクション低減の為の表面改質や潤滑剤の開発が盛んに行われています。一口に表面改質と言ってもめっきや熱処理、コーティングなど 多岐に渡り、それらを摺動面に処理する事により様々な環境下に於ける摺動性を付与する事が可能です。
めっきの中でも特に無電解ニッケルめっきは、電気めっきとは違い、電気を使わず、化学反応のみで成膜されるので複雑な形状であったり、高寸法精度の摺動部品には自動車分野だけでなく産業機械分野など広く実績があります。
どの様な摺動でお困りですか?
Dry環境下
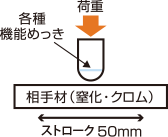
ドライ環境下では、オイルなどの潤滑剤がないので摺動部品そのものがすべり特性を有している事が望ましいです。樹脂などの有機物は自己潤滑性を備えているが、摺動部品は未だに金属である事が多く、無電解ニッケルめっきにPTFEを共析させた表面処理(=カニフロン)やコーティングやクロムめっきなどの処理を行い金属に潤滑性を付与する事例も数多くみられます。
※グラフのデータは日本カニゼン群馬工場での実験値であり保証値ではありません
[ 試験条件 ]
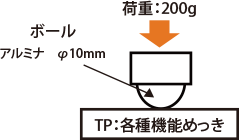
移動速度:100mm/min
潤滑剤:なし
20℃,湿度60%
Wet環境下
Wet環境下での摺動特性は、潤滑油となるオイルが潤沢にある場合や稀に枯渇する場合、オイルの種類や粘度など複合的なロケーションで求められる特性が往々にして変化し、さらに荷重や摺動速度、温度など変化も加わる事によって最適な表面処理を選択するのが難しい環境でもあります。
※グラフのデータは日本カニゼン群馬工場での実験値であり保証値ではありません
[ 試験条件 ]
試験装置:SRV 負荷荷重:50N 褶動時間:30分
被覆材:A5056 振幅:1mm 潤滑油:基油(200µL:10W-30)
相手材:SUJ2 振動数:50Hz 温度:室温(30℃)
他の表面処理との摺動
[ 試験条件 ]
| ならし | 荷重(kgf) | 1 |
| 速度(cpm) | 100 | |
| 時間(min) | 5 | |
| Oil(cc/hr) | 1.8 |
| テスト | 荷重(kgf) | 3 |
| 速度(cpm) | 600 | |
| 時間(min) | 60 | |
| Oil(cc/hr) | 1.8 |